Electrical welding
- Follow electrical safety procedures to prevent electrical hazards.
Electricity used in welding is available as:
- single phase, 120 Volts (V) or 240 V; and
- triple phase 575 V in Canada and 480 V in the USA.
Never connect an American triple phase power supply directly to a Canadian triple phase voltage input. You will destroy the transformer and possibly injure yourself.
Power Supplies:
All power supplies must meet the guidelines set by CSA standard C22.1 Canadian Electrical Code, 19th edition, 2009 (in Canada) or ANSI/NFPA 70 (2011) National Electrical Safety Code (in the USA), or by your local electrical utility or other appropriate body.
Common electrical hazards?
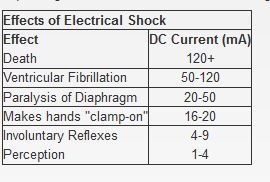
Electric Shock:
The human body conducts electricity. Even low currents may cause severe health effects. Spasms, burns, muscle paralysis, or death can result depending on the amount of the current flowing through the body, the route it takes, and the duration of exposure.
Completion of Circuit through the Body:
- If a person touches a live conductor, current may flow through the body to the ground and cause a shock.
- Increased electrical contact with the ground increases the risk of shock.
- Avoid standing in water, on wet surfaces, or working with wet hands or wearing sweaty garments.
- Small shocks could surprise you and cause you to slip and fall, possibly from a high place.
In case of electric shock:
- Call for medical help.
- DO NOT touch the victim with your “bare hands” until he or she is away from the live electrical source.
- Turn off the power at the fuse box or circuit breaker panel if an appliance or electrical equipment is the electrical source or, if you can do it safely, turn off the appliance or electrical equipment and unplug it. Just turning off the equipment is not sufficient.
- If the electricity cannot be turned off and the victim is still in contact with the electrical source, decide if you must move the victim or push the wire away from the victim (call for emergency help if the wire is a high voltage power line).
- Insulate yourself if you must move a victim away from a live contact – wear dry gloves or cover your hands with cloth and stand on dry insulating material like cardboard, wood or clothes. Ensure you have good footing and will not slip or fall when trying to move the victim.
- Use a dry piece of wood, broom or other dry, insulating object or material to move the wire or power source away from the victim or push the victim off the live electrical source.
- Do not move the victim if there is a possibility of neck or spinal injuries (from a fall, for example) unless it is absolutely necessary.
- Give artificial respiration if the victim is not breathing.
- Give CPR if the victim’s heart has stopped (only if you are trained in CPR).
- Cover burns with a sterile dressing. There may be a burn where the power source touched the victim and in the area where the electricity left the body (to ground). On the surface electrical burns may not look serious but deeper in the tissue the burn can be severe.
- Keep the victim comfortable, warm and at rest, and monitor breathing.
Some tips for a good working posture while welding:
- Learn to recognize symptoms of work-related musculoskeletal disorders (WMSDs; also called repetitive strain injuries or RSIs). Repeated uncomfortable postures and tasks can cause injury.
- Avoid awkward body positions which cause fatigue, reduce concentration and lead to poor welds which may need to be repeated.
- Always use your hand to lower your helmet. Do not use a “jerking” motion of your neck and head.
- Position yourself in a stable, comfortable posture.
- Position the welding item as flat as possible, on a horizontal surface, between waist and elbow height.
- Position scaffolding at a comfortable height to allow working in a seated position.
- Avoid working in one position for long periods of time.
- Work with material slightly below elbow level when working in a sitting position.
- Work with material between waist and elbow heights for comfort and precision when working in a standing position.
- Use a foot rest if standing for long periods.
- Always store materials and tools within normal reach.
- Use positioning aids to accommodate work posture.
What is an example of a standing workbench design:
What is an example of a seated workbench design:

Before lifting cylinders manually:
- Find out the weight of an object before attempting to lift it. Do a few warm up stretches before lifting
- Use a lifting aid if the object is heavy.
- Protect hands and feet in case the load falls.
- Use a trolley or a mechanical lift to lift or move compressed gas cylinders.
- Place forward foot around the cylinder if it must be lifted manually.
- Lower the cylinder across thigh by pressing down with rear hand while holding cylinder underneath and slightly beyond center point.
- Raise end to desired height.
- Push cylinder forward by rear hand.
- DO NOT lift full or partially full cylinders on your own.
- Get help with heavy or awkward loads if a lifting aid is not available.
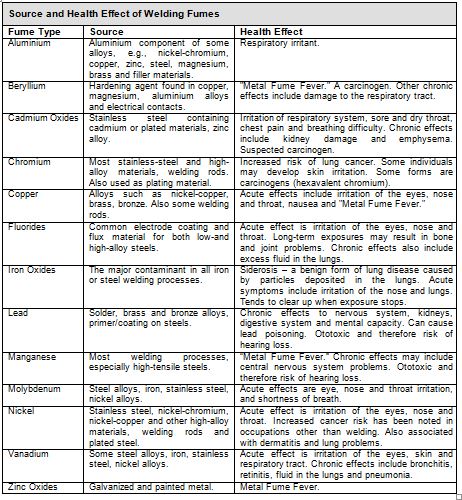
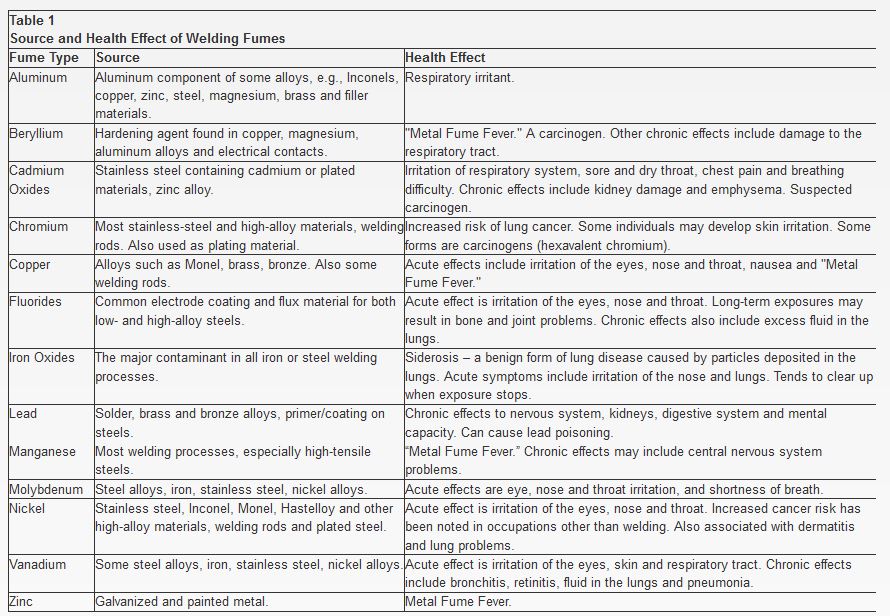
welding fumes:
Welding fumes are a complex mixture of metallic oxides, silicates and fluorides. Fumes are formed when a metal is heated above its boiling point and its vapours condense into very fine, particles (solid particulates).
Composition of welding fumes vary:
Yes, welding fumes contain oxides of the metals in the material being welded.
- Fluxes containing silica or fluoride produce amorphous silica, metallic silicates and fluoride fumes.
- Fumes from mild steel welding contain mostly iron with small amounts of additive metals. .(chromium, nickel, manganese, molybdenum, vanadium, titanium, cobalt, copper etc.).
- Stainless steels have larger amounts of chromium or nickel in the fume and lesser amounts of iron.
- Nickel alloys have much more nickel in the fume and very little iron.
How do coatings change the composition of welding fumes:
Vapours or fumes can come from coatings and residues on metal being welded. Some ingredients in coatings can have toxic effects. These ingredients include:
- metal working fluids, oils and rust inhibitors.
- zinc on galvanized steel (vaporizes to produce zinc oxide fume).
- cadmium plating.
- vapours from paints and solvents.
- lead oxide primer paints.
- some plastic coatings.
Metal Coatings – A Source of Hazardous Fumes
How do I remove the coatings?
- Remove coatings from the weld area to minimize the fume. The removal of coating will also improve weld quality.
- Use stripping products to remove coatings. Make sure to remove any residues before welding.
- Use wet slurry vacuum removal techniques for removing very toxic coatings.
- Do not grind coatings. Grinding dust may be toxic.
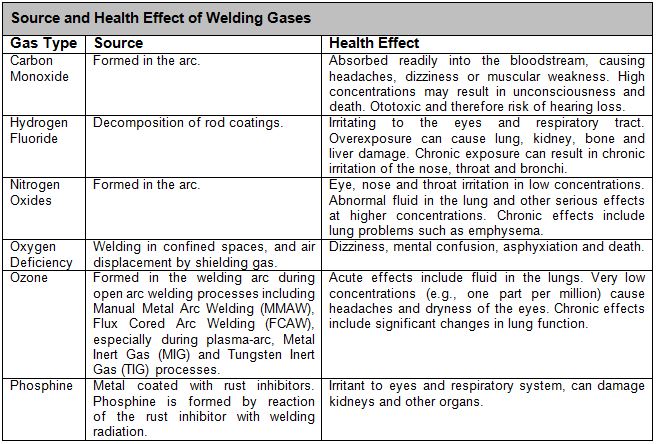
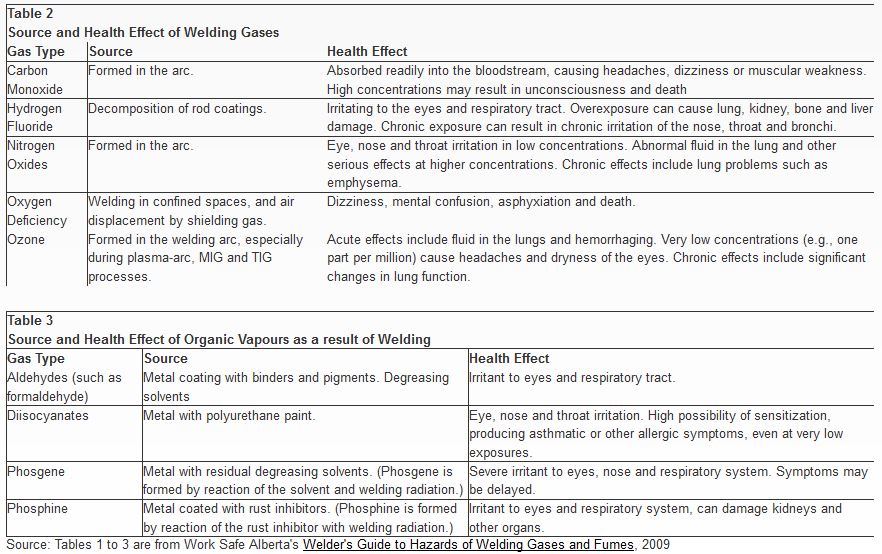
What are welding gases?
Welding gases are gases used or produced during welding and cutting processes like shielding gases or gases produced by the decomposition of fluxes or from the interaction of ultraviolet light or high temperatures with gases or vapours in the air.
Examples of welding gases:
Gases used in welding and cutting processes include:
- shielding gases such as carbon dioxide, argon, helium, etc.
- fuel gases such as acetylene, propane, butane, etc.
- oxygen, used with fuel gases and also in small amounts in some shielding gas mixtures
Gases produced from welding and cutting processes include:
- carbon dioxide from the decomposition of fluxes.
- carbon monoxide from the breakdown of carbon dioxide shielding gas in arc welding.
- ozone from the interaction of electric arc with atmospheric oxygen.
- nitrogen oxides from the heating of atmospheric oxygen and nitrogen.
- hydrogen chloride and phosgene produced by the reaction between ultraviolet light and the vapours from chlorinated hydrocarbon degreasing solvents (e.g., trichloroethylene, TCE).
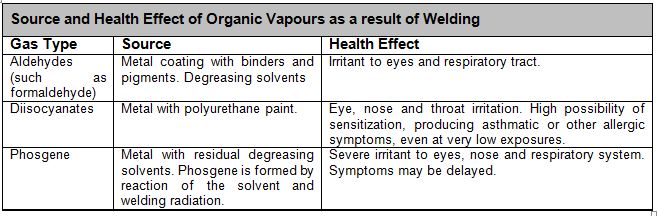
Gases are also produced from the thermal breakdown of coatings:
- Polyurethane coatings can produce hydrogen cyanide, formaldehyde, carbon dioxide, carbon monoxide, oxides of nitrogen, and isocyanate vapours.
- Epoxy coatings can produce carbon dioxide and carbon monoxide.
- Vinyl paints can produce hydrogen chloride.
- Phosphate rust-inhibiting paints can release phosphine during welding processes.
- Minimizing exposure to degreasing solvent vapours.
Hot work:
Working with ignition sources near flammable materials is referred to as “hot work.” Welding and cutting are examples of hot work. Fires are often the result of the “quick five minute” job in areas not intended for welding or cutting. Getting a hot work permit before performing hot work is just one of steps involved in a hot work management program that helps to reduce the risk of starting a fire by welding or cutting in areas where there are flammable or combustible materials.
The National Fire Protection Association (NFPA) Standard 51B “Fire Prevention in the Use of Cutting and Welding Processes” serves as the basis for the fire codes and many fire prevention practices adopted by industry.
Some general good practices:
Make sure you are following your hot work procedure. Also consider the follow items:
- Make sure that all equipment is in good operating order before work starts.
- Inspect the work area thoroughly before starting. Look for combustible materials in structures (partitions, walls, ceilings).
- Sweep clean any combustible materials on floors around the work zone. Combustible floors must be kept wet with water or covered with fire resistant blankets or damp sand.
- Use water ONLY if electrical circuits have been de-energized to prevent electrical shock.
- Remove any spilled grease, oil, or other combustible liquid.
- Move all flammable and combustible materials away from the work area.
- If combustibles cannot be moved, cover them with fire resistant blankets or shields. Protect gas lines and equipment from falling sparks, hot materials and objects.
- Block off cracks between floorboards, along baseboards and walls, and under door openings, with a fire resistant material. Close doors and windows.
- Cover wall or ceiling surfaces with a fire resistant and heat insulating material to prevent ignition and accumulation of heat.
- Secure, isolate, and vent pressurized vessels, piping and equipment as needed before beginning hot work.
- Inspect the area following work to ensure that wall surfaces, studs, wires or dirt have not heated up.
- Vacuum away combustible debris from inside ventilation or other service duct openings to prevent ignition. Seal any cracks in ducts. Prevent sparks from entering into the duct work. Cover duct openings with a fire resistant barrier and inspect the ducts after work has concluded.
- Post a trained fire watcher within the work area during welding, including during breaks, and for at least 30-60 minutes after work has stopped. Depending on the work done, the area may need to be monitored for longer (up to 3 hours) after the end of the hot work.
- Eliminate explosive atmospheres (e.g., vapours or combustible dust) or do not allow hot work. Shut down any process that produces combustible atmospheres, and continuously monitor the area for accumulation of combustible gases before, during, and after hot work.
- If possible, schedule hot work during shutdown periods.
- Comply with the required legislation and standards applicable to your workplace.
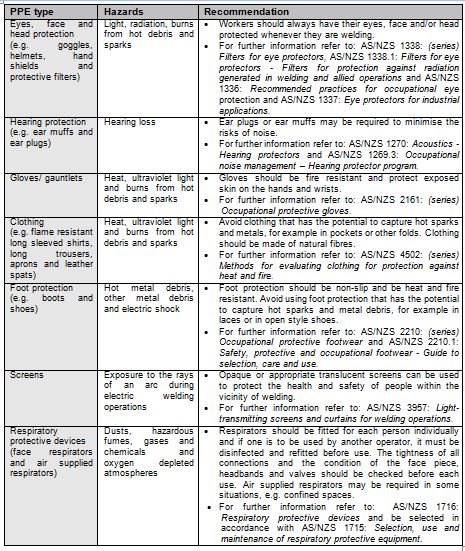
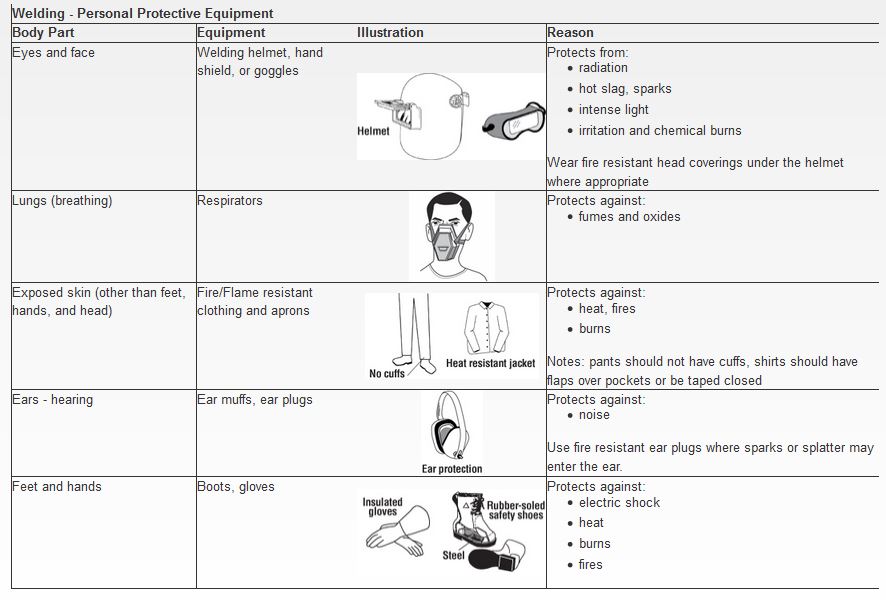
Type of PPE is available when welding:
The chart below summarizes the types of personal protective equipment that can be used when welding.
Eye and face protection is appropriate for my welding task:
The various types of eye protection are broken down into classes in the Canadian Standards Association (CSA) standard Z94.3.1 “Selection, use, and care of protective eyewear”. Each class has a specific use that it has been designed for. Common protectors for welding operations are listed below:
- Class 2C – direct non-ventilated goggles with radiation protection
- Class 3 – welding helmets
- Class 4 – hand shields
- Class 5C – non-rigid helmets with radiation protection
- Class 6B – faceshields with radiation protection
- Class 7B – respirator facepiece with radiation protection
The following operations require full face protection from either a welding helmet or a hand shield:
- arc welding,
- plasma arc cutting, gouging or welding, and
- air carbon arc cutting.
For gas cutting, welding, or brazing, the intensity of the light is much less than from arc welding, cutting or gouging processes. Lighter shade filter lenses can be used with goggles in place of a helmet.
Various components of welding hand shields and helmets:
Hand shields or helmets provide eye protection by using an assembly of components:
- Helmet shell – must be opaque to light and resistant to impact, heat and electricity.
- Outer cover plate made of polycarbonate plastic which protects from UV radiation, impact and scratches.
- Filter lens made of glass containing a filler which reduces the amount of light passing through to the eyes. Filters are available in different shade numbers ranging from 2 to 14. The higher the number, the darker the filter and the less light passes through the lens.
- Clear retainer lens made of plastic prevents any broken pieces of the filter lens from reaching the eye.
- Gasket made of heat insulating material between the cover lens and the filter lens protects the lens from sudden heat changes which could cause it to break. In some models the heat insulation is provided by the frame mount instead of a separate gasket.
Tips to know when using protective clothing:
DO
- Wear clothing made from heavyweight, tightly woven, 100% wool or cotton to protect from UV radiation, hot metal, sparks and open flames. Flame retardant treatments become less effective with repeated laundering.
- Keep clothing clean and free of oils, greases and combustible contaminants.
- Wear long-sleeved shirts with buttoned cuffs and a collar to protect the neck. Dark colours prevent light reflection.
- Tape shirt pockets closed to avoid collecting sparks or hot metal or keep them covered with flaps.
- Pant legs must not have cuffs and must cover the tops of the boots. Cuffs can collect sparks.
- Repair all frayed edges, tears or holes in clothing.
- Wear high top boots fully laced to prevent sparks from entering into the boots.
- Use fire-resistant boot protectors or spats strapped around the pant legs and boot tops, to prevent sparks from bouncing in the top of the boots.
- Remove all ignition sources such as matches and butane lighters from pockets. Hot welding sparks may light the matches or ignite leaking lighter fuel.
- Wear gauntlet-type cuff leather gloves or protective sleeves of similar material, to protect wrists and forearms. Leather is a good electrical insulator if kept dry.
- Direct any spark spray away from your clothing.
- Wear leather aprons to protect your chest and lap from sparks when standing or sitting.
- Wear layers of clothing. To prevent sweating, avoid overdressing in cold weather. Sweaty clothes cause rapid heat loss. Leather welding jackets are not very breathable and can make you sweat if you are overdressed.
- Wear a fire-resistant skull cap or balaclava hood under your helmet to protect your head from burns and UV radiation.
- Wear a welder’s face shield to protect your face from UV radiation and flying particles.
DO NOT
- Do not wear rings or other jewellery.
- Do not wear clothing made from synthetic or synthetic blends. The synthetic fabric can burn vigorously, melt and produce bad skin burns.